- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Was sind die Unterschiede zwischen Epitaxie und CVD?
Beim Dünnschichtabscheidungsprozess der Chipherstellung werden zwei Technologien oft zusammen erwähnt, die sich jedoch grundlegend unterscheiden: Epitaxie und chemische Gasphasenabscheidung. Sie sind wie Cousins, beide gehören zur Familie der „Dampfwachstum“, haben aber unterschiedliche Eigenschaften und Stärken. Manchmal sind sie klar voneinander getrennt; In anderen Fällen können sie sich ineinander verwandeln und unter bestimmten Bedingungen koexistieren.
I. Grundlegender Unterschied: Das eine ist das Kopieren, das andere ist Graffiti
Die chemische Gasphasenabscheidung (CVD) ist die gebräuchlichste Methode zur Dünnschichtabscheidung. Das Prinzip ist einfach: Ein Gas, das das Zielelement enthält, wird in eine Reaktionskammer eingeleitet, wo auf der erhitzten Waferoberfläche eine chemische Reaktion stattfindet und ein fester dünner Film entsteht. CVD-erzeugte Filme können je nach Prozessbedingungen polykristallin, amorph oder einkristallin sein. Es ist, als würde man eine Wand streichen – unabhängig von der Kristallstruktur der Wand verfestigt sich die Farbe einfach zu einem Film. Für durch CVD abgeschiedenes Siliziumdioxid, Siliziumnitrid, polykristallines Silizium usw. gelten keine strengen Anforderungen an die Gitteranpassung an das Substrat.
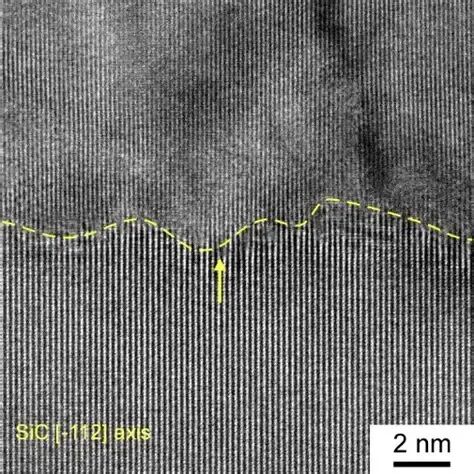
Die Epitaphie hingegen ist ein „edler Zweig“ der CVD-Familie. Die Anforderungen sind viel strenger: Der abgeschiedene Film muss die gleiche Kristallstruktur und Ausrichtung wie das Substrat haben, wobei Atome Schicht für Schicht „wachsen“, um die Gitteranordnung des Substrats perfekt nachzubilden. Epitaxie ist wie die Verwendung derselben Schablone zum Kopieren von Ziegeln – die neu gebaute Wand muss perfekt mit den Ziegelfugen der alten Wand übereinstimmen. Epitaxieschichten bestehen typischerweise aus einkristallinem Silizium, Germaniumsilizium, Siliziumkarbid usw. und werden zum Aufbau von Schlüsselstrukturen wie dem aktiven Bereich und Heteroübergängen von Transistoren verwendet.
Einfach ausgedrückt ist jede Epitaxie CVD, aber nicht jede CVD ist Epitaxie. Epitaxie ist ein „Einkristall-Replikations“-Modus der CVD, der unter bestimmten Bedingungen erreicht wird.
II. Unterschiede in den Prozessbedingungen
CVD hat ein sehr breites Prozessfenster. Die Temperaturen können von Raumtemperatur bis zu Tausenden von Grad Celsius reichen, die Drücke vom Atmosphärendruck bis zu einigen Pascal und die Arten von Gasen sind äußerst vielfältig. Jeder Prozess, bei dem ein Gas reagiert und einen festen dünnen Film bildet, kann als CVD bezeichnet werden. Durch plasmaunterstütztes CVD kann Siliziumnitrid bei 300–400 °C, Niederdruck-CVD bei 600–700 °C und Atmosphärendruck-CVD bei Temperaturen über 900 °C abgeschieden werden, wodurch Siliziumdioxid abgeschieden wird. CVD stellt nahezu keine Anforderungen an das Substrat – Silizium, Glas, Metalle und sogar Kunststoffe (unter Niedrigtemperaturbedingungen) können abgeschieden werden.
Bei der Epitaphie hingegen ist das Prozessfenster deutlich enger. Um eine perfekte Einkristallschicht wachsen zu lassen, müssen drei strenge Bedingungen erfüllt sein.
Erstens muss das Substrat einkristallin sein. Die Epitaxieschicht ist eine Fortsetzung des Kristallgitters des Substrats; Wenn das Substrat selbst polykristallin oder amorph ist, kann keine einkristalline Epitaxieschicht aufgewachsen werden.
Zweitens muss die Temperatur hoch genug sein. Bei der Siliziumepitaxie beträgt die Temperatur typischerweise 1000–1200 °C; Bei der Siliziumkarbid-Epitaxie kann die Temperatur sogar 1500–1600 °C erreichen. Die hohe Temperatur sorgt für eine ausreichende Oberflächenbeweglichkeit der adsorbierten Atome, sodass diese ihre richtige Position im Kristallgitter finden können.
Drittens muss die Wachstumsrate langsam sein. Eine zu hohe Geschwindigkeit würde dazu führen, dass die Atome nicht genug Zeit hätten, sich „auszurichten“, was zu polykristallinen Strukturen oder Defekten führen würde. Typische Wachstumsraten für die Siliziumepitaxie liegen bei 0,1–1 Mikrometer pro Minute, während die CVD-Abscheidung von polykristallinem Silizium problemlos 10 Mikrometer pro Minute erreichen kann.
Darüber hinaus erfordert die Epitaxie eine äußerst hohe Sauberkeit der Kammer; Jedes Verunreinigungsatom kann zu einem Defektzentrum werden und die Integrität des Einkristalls gefährden.
III. Gegenseitige Konvertierung
Unter bestimmten Bedingungen können Epitaxie und CVD ineinander umgewandelt werden.
Von CVD zur Epitaxie: Wenn das Substrat monokristallines Silizium ist und die Abscheidungstemperatur hoch genug und die Wachstumsrate langsam genug ist, kann der CVD-Prozess, der normalerweise polykristallines Silizium erzeugen würde, in monokristalline Epitaxie umgewandelt werden. Beispielsweise ergibt die Abscheidung mit Silan bei unter 900 °C polykristallines Silizium; Die Erhöhung der Temperatur auf 1050 °C bei gleichzeitiger Senkung des Silanpartialdrucks ermöglicht das Wachstum einer monokristallinen Epitaxieschicht auf einem monokristallinen Siliziumsubstrat. Dies ist das Grundprinzip des epitaktischen Wachstums: Durch die Erhöhung der Oberflächendiffusionsrate haben Atome die Möglichkeit, Gitterpositionen zu „finden“.
Von der Epitaxie zur CVD: Wenn die Temperatur nicht hoch genug ist oder die Wachstumsrate zu schnell ist, „entartet“ der Epitaxieprozess zu einer polykristallinen oder amorphen Abscheidung. Beispielsweise kann der Versuch, Silizium bei niedrigen Temperaturen epitaktisch wachsen zu lassen, zu amorphem Silizium führen; Durch Epitaxie mit hohen Raten können polykristalline Komponenten entstehen. In der Industrie wird dieser „Abbau“ manchmal gezielt genutzt, um polykristalline Silizium-Dünnschichten zu züchten. Beispielsweise wird beim Grabenfüllen zunächst eine Schicht aus amorphem Silizium als Puffer bei niedriger Temperatur abgeschieden und dann bei hoher Temperatur getempert, um sie zu kristallisieren.
IV. Koexistenz und Symbiose
In fortgeschrittenen Herstellungsprozessen existieren Epitaxie und CVD häufig gleichzeitig in derselben Ausrüstung und arbeiten sogar im selben Prozessschritt zusammen.
Ein typisches Beispiel ist die selektive Epitaxie. Bei Source-Drain-Lift-Prozessen muss epitaktisches Silizium selektiv in freiliegenden monokristallinen Siliziumbereichen aufgewachsen werden, während in Siliziumdioxid- oder Siliziumnitrid-Isolationsbereichen nichts wächst. Dieser Prozess ist eigentlich eine „Konkurrenz“ zwischen Epitaxie und CVD – auf der Oberfläche von monokristallinem Silizium können Atome schnell wandern und Gitterpositionen finden, um eine Epitaxieschicht zu bilden; Auf isolierenden Oberflächen ist die Atomkeimbildung langsam und das endgültig abgeschiedene polykristalline oder amorphe Material kann selektiv weggeätzt werden.
Kontinuierliche epitaktische und polykristalline Abscheidung: Bei der 3D-NAND-Herstellung ist es manchmal erforderlich, zunächst monokristallines Silizium als Keimschicht epitaktisch aufzuwachsen und dann in den CVD-Modus zu wechseln, um polykristallines Silizium zum Füllen von Gräben abzuscheiden. Dieselbe Epitaxieausrüstung kann durch Anpassung der Temperatur und des Gasverhältnisses frei zwischen monokristallinem und polykristallinem Modus wechseln.
Epitaxie + Abscheidung in der Strained-Silicium-Technologie: Germanium-Silizium wird epitaktisch in den Source- und Drain-Bereichen von PMOS aufgewachsen, und gleichzeitig wird darauf ein Siliziumnitrid-Stresspad durch CVD abgeschieden. Die beiden arbeiten zusammen, um eine Kanaldruckspannung einzuführen und die Lochbeweglichkeit zu verbessern.
V. Fazit
Epitaxie und CVD stellen zwei unterschiedliche Ansätze dar: zum einen das Streben nach einer „perfekten Replikation auf atomarer Ebene“ und zum anderen der Pragmatismus einer „effizienten Filmbildung“. Sie teilen die Grundprinzipien chemischer Reaktionen in der Gasphase, unterscheiden sich jedoch erheblich in Bezug auf Kristallqualität, Temperaturfenster und Wachstumsrate. Durch Anpassung von Temperatur und Geschwindigkeit können sie ineinander umgewandelt werden; Durch ein ausgeklügeltes Prozessdesign können sie auf einem einzigen Gerät koexistieren und im selben Prozess arbeiten. Es ist diese harmonische Zusammenarbeit zwischen diesen beiden Cousins, die es Chips ermöglicht, sowohl perfekte einkristalline Kanäle als auch dichte polykristalline Gates und isolierende dielektrische Schichten zu besitzen und so das großartige Gebäude von Milliarden zusammenarbeitender Transistoren zu unterstützen.
Semicorex bietet hohe QualitätCVD-Beschichtungsprodukte. Wenn Sie Fragen haben oder weitere Informationen benötigen, zögern Sie bitte nicht, mit uns Kontakt aufzunehmen.
Kontaktieren Sie uns unter der Telefonnummer +86-13567891907
E-Mail: sales@semicorex.com
Anfrage absenden




X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie