- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Herausforderungen der Ionenimplantationstechnologie in SiC- und GaN-Leistungsgeräten
Halbleiter mit großer Bandlücke (WBG) wie zSiliziumkarbid(SiC) undGalliumnitridEs wird erwartet, dass GaN (GaN) in leistungselektronischen Geräten eine immer wichtigere Rolle spielen wird. Sie bieten mehrere Vorteile gegenüber herkömmlichen Silizium (Si)-Geräten, darunter einen höheren Wirkungsgrad, eine höhere Leistungsdichte und eine höhere Schaltfrequenz.Ionenimplantationist die primäre Methode zur Erzielung einer selektiven Dotierung in Si-Bauelementen. Allerdings gibt es einige Herausforderungen bei der Anwendung auf Geräte mit großer Bandlücke. In diesem Artikel konzentrieren wir uns auf einige dieser Herausforderungen und fassen ihre möglichen Anwendungen in GaN-Leistungsgeräten zusammen.
01
Mehrere Faktoren bestimmen den praktischen Einsatz vonDotierstoffein der Herstellung von Halbleiterbauelementen:
Geringe Ionisierungsenergie auf den besetzten Gitterplätzen. Si verfügt über ionisierbare flache Donatorelemente (für n-Typ-Dotierung) und Akzeptorelemente (für p-Typ-Dotierung). Die tieferen Energieniveaus innerhalb der Bandlücke führen zu einer schlechten Ionisierung, insbesondere bei Raumtemperatur, was zu einer geringeren Leitfähigkeit bei einer bestimmten Dosis führt. Quellenmaterialien, die in kommerziellen Ionenimplantatoren ionisierbar und injizierbar sind. Es können feste und gasförmige Quellmaterialverbindungen verwendet werden, und ihre praktische Verwendung hängt von der Temperaturstabilität, der Sicherheit, der Effizienz der Ionenerzeugung, der Fähigkeit, einzigartige Ionen für die Massentrennung zu erzeugen, und dem Erreichen der gewünschten Energieimplantationstiefe ab.
Quellenmaterialien, die in kommerziellen Ionenimplantatoren ionisierbar und injizierbar sind. Es können feste und gasförmige Quellmaterialverbindungen verwendet werden, und ihre praktische Verwendung hängt von der Temperaturstabilität, der Sicherheit, der Effizienz der Ionenerzeugung, der Fähigkeit, einzigartige Ionen für die Massentrennung zu erzeugen, und dem Erreichen der gewünschten Energieimplantationstiefe ab.

Tabelle 1: Häufige Dotierstoffarten, die in SiC- und GaN-Leistungsbauelementen verwendet werden
Diffusionsraten innerhalb des implantierten Materials. Hohe Diffusionsraten unter normalen Temperbedingungen nach der Implantation können zu unkontrollierten Verbindungen und zur Diffusion von Dotierstoffen in unerwünschte Bereiche des Geräts führen, was zu einer verminderten Geräteleistung führt.
Aktivierung und Schadensbehebung. Bei der Dotierstoffaktivierung werden bei hohen Temperaturen Leerstellen erzeugt, die es den implantierten Ionen ermöglichen, sich von Zwischengitterpositionen zu Ersatzgitterpositionen zu bewegen. Die Wiederherstellung von Schäden ist entscheidend für die Reparatur von Amorphisierungs- und Kristalldefekten, die während des Implantationsprozesses entstanden sind.
Tabelle 1 listet einige häufig verwendete Dotierstoffarten und ihre Ionisierungsenergien bei der Herstellung von SiC- und GaN-Geräten auf.
Während die n-Typ-Dotierung sowohl in SiC als auch in GaN mit flachen Dotierstoffen relativ einfach ist, ist die hohe Ionisierungsenergie der verfügbaren Elemente eine zentrale Herausforderung bei der Erzeugung einer p-Typ-Dotierung durch Ionenimplantation.
02
Einige Schlüsselimplantationen undGlüheigenschaftenvon GaN umfassen:
Im Gegensatz zu SiC bietet die Heißimplantation im Vergleich zur Raumtemperatur keinen wesentlichen Vorteil.
Für GaN kann der üblicherweise verwendete n-Typ-Dotierstoff Si ambipolar sein und je nach Besetzungsort ein n-Typ- und/oder p-Typ-Verhalten zeigen. Dies kann von den GaN-Wachstumsbedingungen abhängen und zu teilweisen Kompensationseffekten führen.
Die P-Dotierung von GaN ist aufgrund der hohen Hintergrundelektronenkonzentration in undotiertem GaN eine größere Herausforderung, was hohe Mengen an Magnesium (Mg) als Dotierstoff vom p-Typ erfordert, um das Material in den p-Typ umzuwandeln. Hohe Dosen führen jedoch zu einem hohen Maß an Defekten, was zur Ladungsträgereinfangung und -kompensation bei tieferen Energieniveaus führt, was zu einer schlechten Dotierstoffaktivierung führt.
GaN zersetzt sich bei Temperaturen über 840 °C unter Atmosphärendruck, was zu N-Verlust und der Bildung von Ga-Tröpfchen auf der Oberfläche führt. Es wurden verschiedene Formen des schnellen thermischen Ausheilens (RTA) und Schutzschichten wie SiO2 eingesetzt. Die Glühtemperaturen sind typischerweise niedriger (<1500 °C) im Vergleich zu denen, die für SiC verwendet werden. Es wurden verschiedene Methoden wie Hochdruck-, Mehrzyklus-RTA-, Mikrowellen- und Laserglühen ausprobiert. Dennoch bleibt das Erreichen von p+-Implantationskontakten eine Herausforderung.
03
Bei vertikalen Si- und SiC-Leistungsbauelementen besteht ein üblicher Ansatz für den Kantenabschluss darin, durch Ionenimplantation einen p-Typ-Dotierungsring zu erzeugen.Wenn eine selektive Dotierung erreicht werden kann, würde dies auch die Bildung vertikaler GaN-Bauelemente erleichtern. Die Implantation von Magnesium (Mg)-Dotierstoffionen steht vor mehreren Herausforderungen, von denen einige im Folgenden aufgeführt sind.
1. Hohes Ionisierungspotential (wie in Tabelle 1 gezeigt).
2. Während des Implantationsprozesses entstehende Defekte können zur Bildung dauerhafter Cluster und damit zur Deaktivierung führen.
3. Zur Aktivierung sind hohe Temperaturen (>1300°C) erforderlich. Diese übersteigt die Zersetzungstemperatur von GaN und erfordert spezielle Methoden. Ein erfolgreiches Beispiel ist der Einsatz des Ultrahochdruckglühens (UHPA) mit einem N2-Druck von 1 GPa. Durch Tempern bei 1300–1480 °C wird eine Aktivierung von über 70 % erreicht und eine gute Oberflächenträgermobilität erzielt.
4. Bei diesen hohen Temperaturen interagiert die Magnesiumdiffusion mit Punktdefekten in den beschädigten Bereichen, was zu abgestuften Übergängen führen kann. Die Kontrolle der Mg-Verteilung in p-GaN-E-Mode-HEMTs ist eine zentrale Herausforderung, selbst wenn MOCVD- oder MBE-Wachstumsprozesse eingesetzt werden.
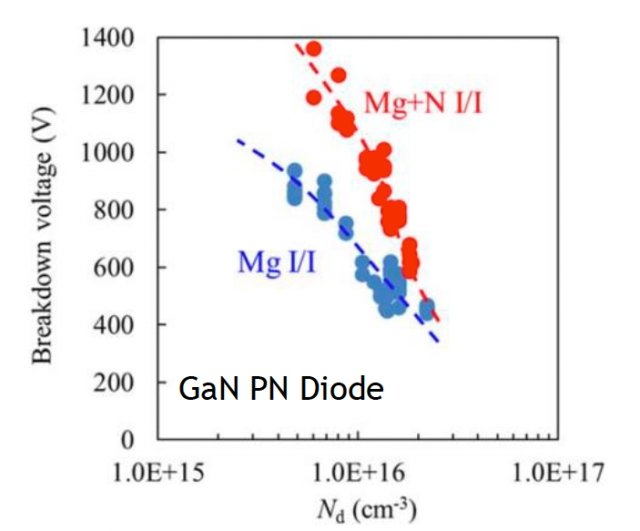
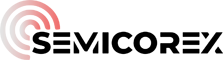
Abbildung 1: Erhöhte Durchbruchspannung des pn-Übergangs durch Mg/N-Koimplantation
Es hat sich gezeigt, dass die gleichzeitige Implantation von Stickstoff (N) mit Mg die Aktivierung von Mg-Dotierstoffen verbessert und die Diffusion unterdrückt.Die verbesserte Aktivierung wird auf die Hemmung der Leerstellenagglomeration durch N-Implantation zurückgeführt, was die Rekombination dieser Leerstellen bei Tempertemperaturen über 1200 °C erleichtert. Darüber hinaus begrenzen die durch die N-Implantation erzeugten Leerstellen die Diffusion von Mg, was zu steileren Übergängen führt. Dieses Konzept wurde verwendet, um vertikale planare GaN-MOSFETs durch einen vollständigen Ionenimplantationsprozess herzustellen. Der spezifische Einschaltwiderstand (RDSon) des 1200-V-Geräts erreichte beeindruckende 0,14 Ohm-mm2. Wenn dieser Prozess für die Herstellung in großem Maßstab genutzt werden kann, könnte er kostengünstig sein und dem üblichen Prozessablauf folgen, der bei der Herstellung planarer vertikaler Leistungs-MOSFETs aus Si und SiC verwendet wird. Wie in Abbildung 1 dargestellt, beschleunigt der Einsatz von Co-Implantationsmethoden den Durchbruch des pn-Übergangs.
04
Aufgrund der oben genannten Probleme wird die p-GaN-Dotierung in p-GaN-E-Modus-HEMTs (High Electron Mobility Transistors) typischerweise aufgewachsen und nicht implantiert. Eine Anwendung der Ionenimplantation in HEMTs ist die laterale Geräteisolierung. Verschiedene Implantationsarten wie Wasserstoff (H), N, Eisen (Fe), Argon (Ar) und Sauerstoff (O) wurden versucht. Der Mechanismus hängt hauptsächlich mit der Bildung von Fallen zusammen, die mit Schäden einhergehen. Der Vorteil dieser Methode im Vergleich zu Mesa-Ätz-Isolationsprozessen ist die Ebenheit des Geräts. Abbildung 2-1 beschreibt den Zusammenhang zwischen dem erreichten Isolationsschichtwiderstand und der Tempertemperatur nach der Implantation. Wie in der Abbildung dargestellt, können Widerstände von über 107 Ohm/Quadrat erreicht werden.
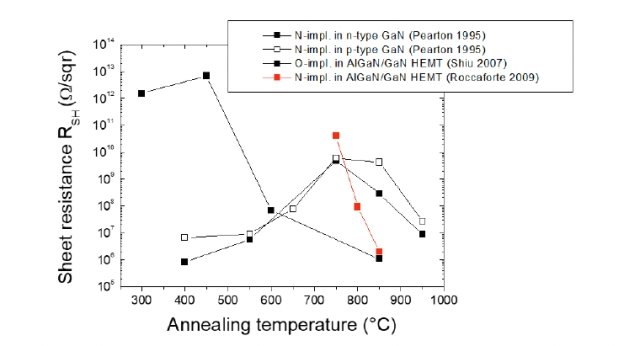
Abbildung 2: Zusammenhang zwischen dem Widerstand der Isolationsschicht und der Ausheiltemperatur nach verschiedenen GaN-Isolationsimplantationen
Obwohl mehrere Studien zur Schaffung von n+-ohmschen Kontakten in GaN-Schichten mittels Siliziumimplantation (Si) durchgeführt wurden, kann die praktische Umsetzung aufgrund hoher Verunreinigungskonzentrationen und daraus resultierender Gitterschäden eine Herausforderung darstellen.Eine Motivation für den Einsatz der Si-Implantation besteht darin, durch Si-CMOS-kompatible Prozesse oder anschließende Post-Metal-Legierungsprozesse ohne Verwendung von Gold (Au) Kontakte mit geringem Widerstand zu erreichen.
05
In HEMTs wurde die Implantation von Fluor (F) in niedriger Dosis verwendet, um die Durchbruchspannung (BV) von Geräten zu erhöhen, indem die starke Elektronegativität von F genutzt wurde. Die Bildung einer negativ geladenen Region auf der Rückseite des 2-DEG-Elektronengases unterdrückt die Injektion von Elektronen in Hochfeldregionen.
Abbildung 3: (a) Vorwärtseigenschaften und (b) Rückwärts-IV des vertikalen GaN-SBD, die eine Verbesserung nach der F-Implantation zeigen
Eine weitere interessante Anwendung der Ionenimplantation in GaN ist die Verwendung der F-Implantation in vertikalen Schottky-Barrieredioden (SBDs). Hier wird eine F-Implantation auf der Oberfläche neben dem oberen Anodenkontakt durchgeführt, um einen Randabschlussbereich mit hohem Widerstand zu erzeugen. Wie in Abbildung 3 dargestellt, wird der Rückstrom um fünf Größenordnungen reduziert, während BV erhöht wird.**
Anfrage absenden




X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie