- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Den gesamten Herstellungsprozess von Halbleiterbauelementen verstehen
1. Fotolithographie
Die Fotolithographie, oft gleichbedeutend mit der Erzeugung von Mustern, ist eine der wichtigsten Triebkräfte für den schnellen Fortschritt der Halbleitertechnologie, die ihren Ursprung in Prozessen zur Herstellung fotografischer Platten im Druckbereich hat. Diese Technik ermöglicht die Darstellung beliebiger Muster im Mikro- oder Nanomaßstab Fotolack und in Kombination mit anderen Prozesstechnologien überträgt er diese Muster auf Materialien und realisiert so verschiedene Designs und Konzepte von Halbleitermaterialien und -geräten. Die in der Fotolithografie verwendete Lichtquelle hat direkten Einfluss auf die Präzision der Muster. Die Optionen reichen von Ultraviolett über tiefes Ultraviolett bis hin zu Röntgen- und Elektronenstrahlen, die jeweils einem zunehmenden Grad an Mustertreue in der genannten Reihenfolge entsprechen.
Ein standardmäßiger Fotolithographie-Prozessablauf umfasst Oberflächenvorbereitung, Adhäsion, Soft-Bake, Belichtung, Nachbelichtung, Entwicklung, Hard-Bake und Inspektion.
Eine Oberflächenbehandlung ist zwingend erforderlich, da Substrate typischerweise H2O-Moleküle aus der Luft absorbieren, was sich nachteilig auf die Fotolithographie auswirkt. Daher werden die Substrate zunächst einer Dehydrierung durch Backen unterzogen.
Bei hydrophilen Substraten ist die Haftung auf hydrophobem Fotolack unzureichend, was möglicherweise zur Ablösung des Fotolacks oder zu einer Fehlausrichtung des Musters führt und daher einen Haftvermittler erforderlich macht. Derzeit sind Hexamethyldisilazan (HMDS) und Trimethylsilyldiethylamin (TMSDEA) weit verbreitete Haftverstärker.
Nach der Oberflächenbehandlung beginnt das Auftragen des Fotolacks. Die Dicke des aufgetragenen Fotolacks hängt nicht nur von seiner Viskosität ab, sondern wird auch von der Schleudergeschwindigkeit beeinflusst, die im Allgemeinen umgekehrt proportional zur Quadratwurzel der Schleudergeschwindigkeit ist. Nach dem Beschichten wird ein Soft-Bake durchgeführt, um das Lösungsmittel aus dem Fotolack zu verdampfen und so die Haftung in einem Prozess zu verbessern, der als Prebake bezeichnet wird.
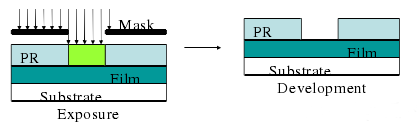
Sobald diese Schritte abgeschlossen sind, erfolgt die Belichtung. Fotolacke werden als positiv oder negativ klassifiziert, mit entgegengesetzten Eigenschaften nach der Belichtung.
Nehmen wir als Beispiel einen positiven Fotolack, bei dem unbelichteter Fotolack im Entwickler unlöslich ist, nach der Belichtung jedoch löslich wird. Während der Belichtung durchdringt die Lichtquelle eine strukturierte Maske, beleuchtet das beschichtete Substrat und strukturiert so den Fotolack. Normalerweise muss das Substrat vor der Belichtung an der Maske ausgerichtet werden, um die Belichtungsposition genau zu steuern. Die Belichtungsdauer muss streng eingehalten werden, um Musterverzerrungen zu vermeiden. Nach der Belichtung ist möglicherweise ein zusätzliches Backen erforderlich, um die Effekte stehender Wellen abzuschwächen. Dieser Schritt ist jedoch optional und kann zugunsten der direkten Entwicklung umgangen werden. Durch die Entwicklung wird der belichtete Fotolack aufgelöst und das Maskenmuster präzise auf die Fotolackschicht übertragen. Auch die Entwicklungszeit ist entscheidend – eine zu kurze Zeit führt zu einer unvollständigen Entwicklung, eine zu lange führt zu Musterverzerrungen.
Anschließend verstärkt das Hartbacken die Haftung des Fotolackfilms auf dem Substrat und verbessert seine Ätzbeständigkeit. Die Hartbacktemperatur ist im Allgemeinen etwas höher als die des Vorbackens.
Abschließend wird durch eine mikroskopische Untersuchung überprüft, ob das Muster den Erwartungen entspricht. Nachdem das Muster durch andere Prozesse auf das Material übertragen wurde, hat der Fotolack seinen Zweck erfüllt und muss entfernt werden. Zu den Abziehmethoden gehören nass (mit starken organischen Lösungsmitteln wie Aceton) und trocken (mit Sauerstoffplasma zum Wegätzen des Films).
2. Dopingtechniken
Dotierung ist in der Halbleitertechnologie unverzichtbar und verändert die elektrischen Eigenschaften von Halbleitermaterialien nach Bedarf. Zu den gängigen Dotierungsmethoden gehören Thermodiffusion und Ionenimplantation.
(1) Ionenimplantation
Durch die Ionenimplantation wird das Halbleitersubstrat dotiert, indem es mit hochenergetischen Ionen beschossen wird. Im Vergleich zur Thermodiffusion bietet es viele Vorteile. Die von einem Massenanalysator ausgewählten Ionen gewährleisten eine hohe Dotierungsreinheit. Während der gesamten Implantation bleibt das Substrat bei Raumtemperatur oder leicht darüber. Es können viele Maskierungsfilme wie Siliziumdioxid (SiO2), Siliziumnitrid (Si3N4) und Fotolack verwendet werden, die eine hohe Flexibilität bei selbstausrichtenden Maskentechniken bieten. Die Implantatdosen werden präzise gesteuert und die Verteilung der implantierten Verunreinigungsionen ist innerhalb derselben Ebene gleichmäßig, was zu einer hohen Wiederholbarkeit führt.
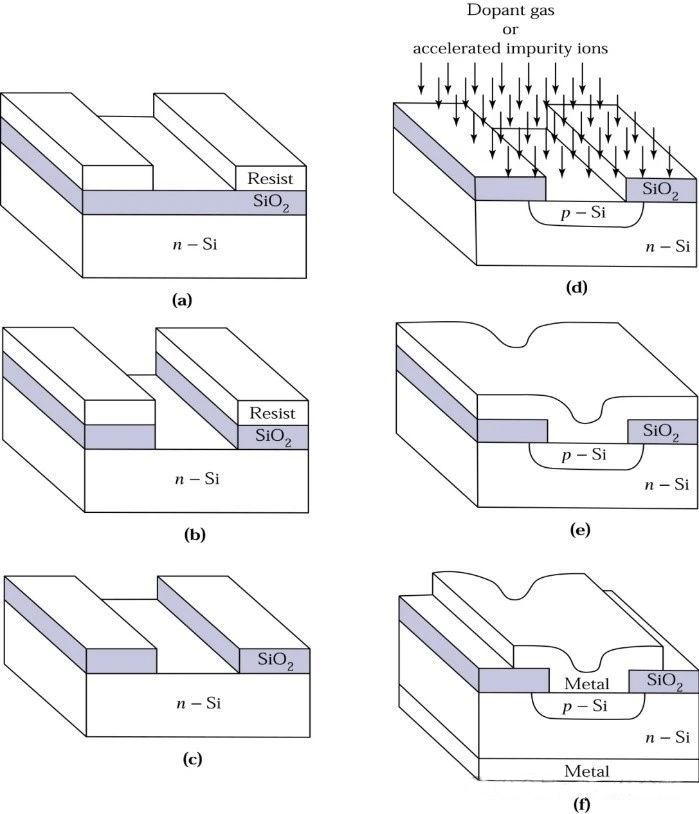
Die Implantationstiefe wird durch die Energie der Ionen bestimmt. Durch die Regulierung der Energie und Dosis kann die Verteilung der Verunreinigungsionen im Substrat nach der Implantation manipuliert werden. Es können kontinuierlich mehrere Implantationen mit unterschiedlichen Schemata durchgeführt werden, um unterschiedliche Verunreinigungsprofile zu erzielen. Insbesondere bei einkristallinen Substraten treten Kanaleffekte auf, wenn die Implantationsrichtung parallel zur kristallographischen Richtung verläuft – einige Ionen wandern entlang von Kanälen, was die Tiefenkontrolle erschwert.
Um eine Kanalbildung zu verhindern, wird die Implantation typischerweise in einem Winkel von etwa 7° zur Hauptachse des Einkristallsubstrats durchgeführt oder indem das Substrat mit einer amorphen Schicht bedeckt wird.
Allerdings kann die Ionenimplantation die Kristallstruktur des Substrats erheblich schädigen. Hochenergetische Ionen übertragen beim Zusammenstoß Energie auf Kerne und Elektronen des Substrats, was dazu führt, dass diese das Gitter verlassen und interstitielle Fehlstellenpaare bilden. In schweren Fällen kann die Kristallstruktur in einigen Bereichen zerstört werden und es bilden sich amorphe Zonen.
Gitterschäden wirken sich stark auf die elektrischen Eigenschaften des Halbleitermaterials aus, z. B. auf die Verringerung der Ladungsträgermobilität oder die Lebensdauer von Nichtgleichgewichtsladungsträgern. Am wichtigsten ist, dass die Mehrzahl der implantierten Verunreinigungen unregelmäßige Zwischenräume besetzen und keine wirksame Dotierung bilden können. Daher sind die Reparatur von Gitterschäden nach der Implantation und die elektrische Aktivierung von Verunreinigungen unerlässlich.
(2)Schnelle thermische Verarbeitung (RTP)
Das thermische Ausheilen ist die wirksamste Methode zur Korrektur von Gitterschäden, die durch Ionenimplantation und elektrisch aktivierende Verunreinigungen verursacht werden. Bei hohen Temperaturen rekombinieren und verschwinden interstitielle Defektpaare im Kristallgitter des Substrats. Auch amorphe Bereiche werden durch Festphasenepitaxie an der Grenze zu einkristallinen Bereichen rekristallisieren. Um zu verhindern, dass das Substratmaterial bei hohen Temperaturen oxidiert, muss das thermische Glühen in einem Vakuum oder einer Inertgasatmosphäre durchgeführt werden. Herkömmliches Glühen dauert lange und kann aufgrund der Diffusion zu einer erheblichen Umverteilung der Verunreinigungen führen.
Das Aufkommen vonRTP-TechnologieBehebt dieses Problem und erreicht weitgehend die Reparatur von Gitterschäden und die Aktivierung von Verunreinigungen innerhalb einer verkürzten Glühdauer.
Abhängig von der Wärmequelle,RTPwird in mehrere Typen eingeteilt: Elektronenstrahl-Scanning, gepulste Elektronen- und Ionenstrahlen, gepulste Laser, Dauerstrichlaser und breitbandige inkohärente Lichtquellen (Halogenlampen, Graphitheizer, Bogenlampen), wobei letztere am weitesten verbreitet sind. Diese Quellen können das Substrat im Handumdrehen auf die erforderliche Temperatur erhitzen, wodurch das Glühen in kurzer Zeit abgeschlossen wird und die Diffusion von Verunreinigungen effektiv reduziert wird.
3. Filmabscheidungstechniken
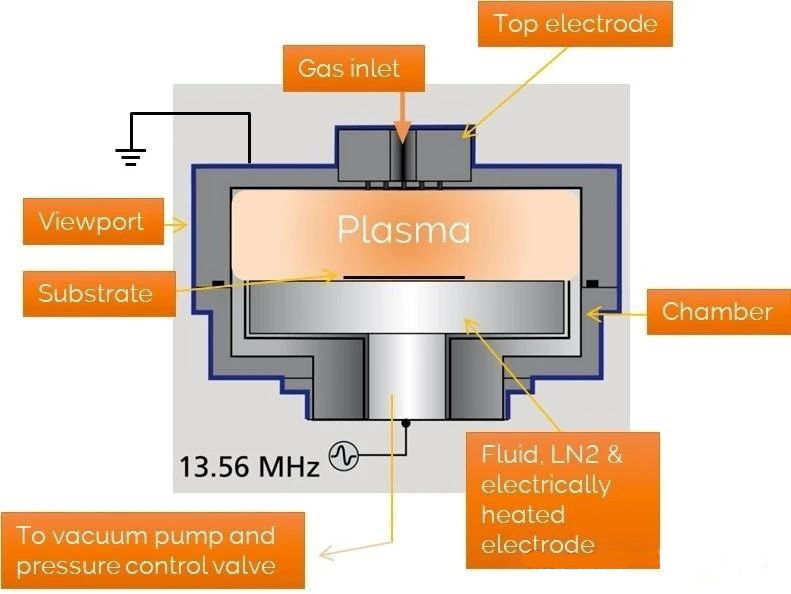
(1) Plasmaverstärkte chemische Gasphasenabscheidung (PECVD)
PECVD ist eine Form der chemischen Gasphasenabscheidung (CVD) zur Filmabscheidung, die anderen beiden sind Atmospheric Pressure CVD (APCVD) und Low Pressure CVD (LPCVD).
Derzeit wird PECVD von den drei Typen am häufigsten eingesetzt. Es nutzt Hochfrequenzplasma (RF), um chemische Reaktionen bei relativ niedrigen Temperaturen auszulösen und aufrechtzuerhalten und so die Filmabscheidung bei niedrigen Temperaturen und hohen Abscheidungsraten zu ermöglichen. Das Ausstattungsschema ist wie abgebildet.
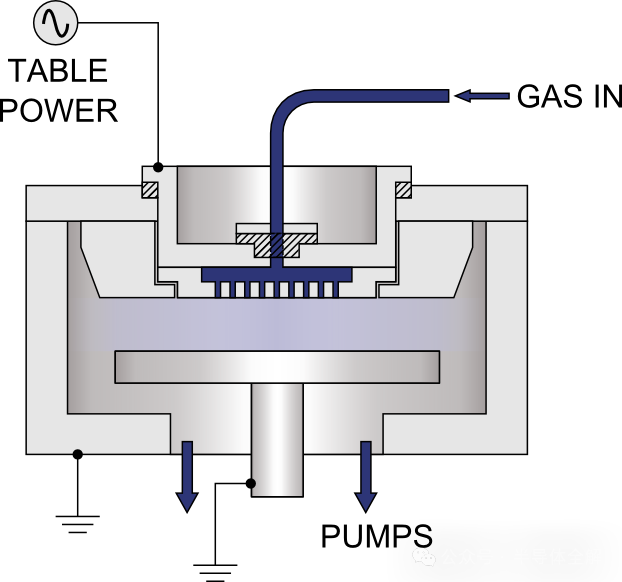
Mit dieser Methode hergestellte Filme weisen außergewöhnliche Haftungs- und elektrische Eigenschaften, minimale Mikroporosität, hohe Gleichmäßigkeit und robuste Füllfähigkeiten im kleinen Maßstab auf. Zu den Faktoren, die die Qualität der PECVD-Abscheidung beeinflussen, gehören Substrattemperatur, Gasdurchflussrate, Druck, HF-Leistung und Frequenz.
(2) Sputtern
Beim Sputtern handelt es sich um ein PVD-Verfahren (Physical Vapour Deposition). Geladene Ionen (üblicherweise Argonionen, Ar+) werden in einem elektrischen Feld beschleunigt und gewinnen dabei kinetische Energie. Sie werden auf das Zielmaterial gerichtet, kollidieren mit Zielmolekülen und bewirken, dass diese sich lösen und wegzerstäuben. Diese Moleküle besitzen außerdem eine erhebliche kinetische Energie und bewegen sich auf das Substrat zu, wo sie sich darauf ablagern.
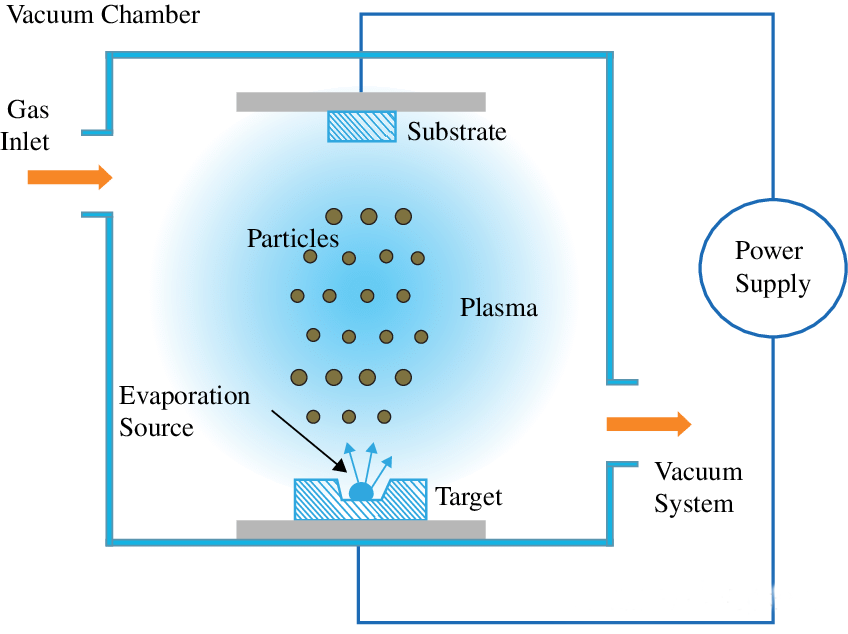
Zu den typischerweise verwendeten Sputter-Stromquellen gehören Gleichstrom (DC) und Hochfrequenz (RF), wobei DC-Sputtern direkt auf leitfähige Materialien wie Metalle anwendbar ist, während isolierende Materialien RF-Sputtern für die Filmabscheidung erfordern.
Herkömmliches Sputtern leidet unter niedrigen Abscheidungsraten und hohen Arbeitsdrücken, was zu einer geringeren Filmqualität führt. Das Magnetronsputtern löst diese Probleme besser. Es nutzt ein externes Magnetfeld, um die lineare Flugbahn der Ionen in eine spiralförmige Bahn um die Richtung des Magnetfelds zu ändern, wodurch ihre Bahn verlängert und die Kollisionseffizienz mit Zielmolekülen verbessert wird, wodurch die Sputtereffizienz gesteigert wird. Dies führt zu höheren Abscheidungsraten, verringerten Arbeitsdrücken und einer deutlich verbesserten Filmqualität.
4. Radierung Techniken
Das Ätzen wird in Trocken- und Nassätzverfahren eingeteilt, die nach der Verwendung (bzw. dem Fehlen) spezifischer Lösungen benannt sind.
Typischerweise erfordert das Ätzen die Vorbereitung einer Maskenschicht (bei der es sich direkt um einen Fotolack handeln kann), um Bereiche zu schützen, die nicht zum Ätzen vorgesehen sind.
(1) Trockenätzen
Zu den gängigen Trockenätzarten gehören:Ätzen mit induktiv gekoppeltem Plasma (ICP)., Ionenstrahlätzen (IBE) und reaktives Ionenätzen (RIE).
Beim ICP-Ätzen enthält das durch Glimmentladung erzeugte Plasma zahlreiche chemisch hochaktive freie Radikale (freie Atome, Moleküle oder Atomgruppen), die chemisch mit dem Zielmaterial reagieren und flüchtige Produkte bilden, wodurch das Ätzen erreicht wird.
IBE verwendet hochenergetische Ionen (ionisiert aus Inertgasen), um die Oberfläche des Zielmaterials zum Ätzen direkt zu bombardieren, was einen physikalischen Prozess darstellt.
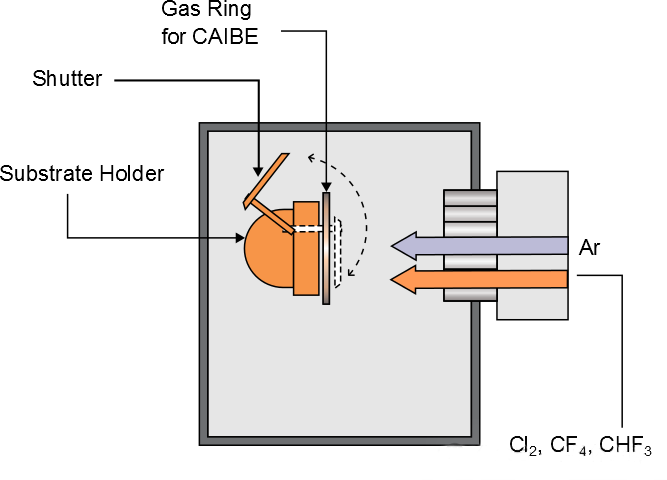
RIE wird als eine Kombination der beiden vorherigen betrachtet, wobei das beim IBE verwendete Inertgas durch das beim ICP-Ätzen verwendete Gas ersetzt wird und somit RIE entsteht.
Beim Trockenätzen übersteigt die vertikale Ätzrate die laterale Rate bei weitem, d. h. es weist ein hohes Seitenverhältnis auf, was eine präzise Replikation des Maskenmusters ermöglicht. Beim Trockenätzen wird jedoch auch die Maskenschicht geätzt, was zu einer schlechteren Selektivität (dem Verhältnis der Ätzraten des Zielmaterials zur Maskenschicht) führt, insbesondere bei IBE, das möglicherweise nicht selektiv über die Materialoberfläche ätzt.
(2) Nassätzen
Unter Nassätzen versteht man die Ätzmethode, bei der das Zielmaterial in eine Lösung (Ätzmittel) getaucht wird, die chemisch mit ihm reagiert.
Dieses Ätzverfahren ist einfach, kostengünstig und weist eine gute Selektivität auf, weist jedoch ein niedriges Aspektverhältnis auf. Das Material unter den Maskenrändern kann korrodieren, was die Präzision im Vergleich zum Trockenätzen beeinträchtigt. Um die negativen Auswirkungen eines niedrigen Seitenverhältnisses abzumildern, müssen geeignete Ätzraten gewählt werden. Zu den Faktoren, die die Ätzrate beeinflussen, gehören die Ätzmittelkonzentration, die Ätzzeit und die Ätzmitteltemperatur.**
Anfrage absenden




X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie